| 提交詢價信息 |
| 發布緊急求購 |



價格:電議
所在地:浙江 杭州市
型號:
更新時間:2017-03-13
瀏覽次數:1109
公司地址:蕭山區市心北路214號大成名座2幢3單元2601
![]()
代文輝(先生)
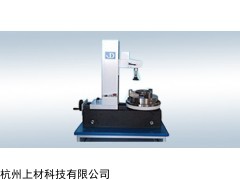
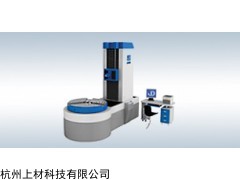
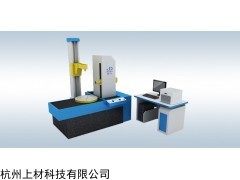
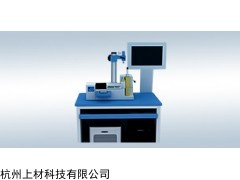
| JS型雙面嚙合儀是在借鑒早期成熟的產品基礎上,將國外雙嚙儀的設計理念與齒輪生產廠家的實際需求相結合,新開發完成的新一代微機控制智能雙嚙儀,該系列產品整合了齒輪測量控制過程中多種功能為一體,可根據需求分別完成批量齒輪的綜合驗收、統計分析、質量分檔、在線齒輪檢修及的誤差分析。儀器采用穩定可靠的臥式布局方式,由密珠軸系系統、可靠的電氣控制系統、進口光柵測長系統和穩定強大的軟件分析及友好的人機界面系統組成。實現了對齒輪測量的、率、高可靠性的結合。 儀器可以完成對齒輪徑向綜合誤差各項項目:徑向綜合誤差(Fi”)、一齒徑向綜合誤差(fi”)和徑向跳動(Fr”)的檢測,做到對齒輪的質量狀況的快速判定,并能快速確定突跳點(毛刺)的大小及所在位置,方便用戶檢修。同時還可以直接檢測出齒輪的實際安裝中心距,并由此分析出齒輪公法線Wk、跨棒距M、齒厚、齒輪側隙等參數。根據中心距測量出的M和Wk更符合原理和定義,智能雙嚙儀系統實現的測量比人工測量更穩定、更、更快速。 JS3型齒輪雙面嚙合測量儀適應微電機等行業齒輪直徑小于100毫米的齒輪檢測,為增加儀器運動部分的靈活性,該儀器采用“平行片簧”結構作為測量部件,導軌無摩擦,無間隙,運作平穩靈活。也是作為雙面嚙合測量儀的一個主流產品。其中一個儀器變形設計,主要針對微電機行業的“齒輪軸”進行設計,可很好解決這類產品雙嚙測量的難題。 | |||||||||||||||||||||||||
| 1、標準齒輪誤差分離及誤差修正技術:多年來,無論國外,還是的雙嚙儀,都要求標準齒輪比被測齒高2個以上的精度等級,以便減小標準齒輪本身誤差對測量結果的影響。即使這樣,在雙嚙測量中,一般儀器本身結構簡單,精度可以做的很好,但測量結果仍然分散性很大,制約了利用雙面嚙合測量儀作為精度等級判斷的基礎。精達新利用現代微機控制智能雙嚙特點,創造性的開大成功標準齒輪自動標定、誤差分離、誤差修正技術,取得滿意的結果,可保證徑向綜合誤差的測量重復精度在5微米之內,為后續評定齒輪精度,誤差分組、毛刺、磕碰傷查找建立了基礎; 2、強烈推薦“測量半徑”概念:由于齒輪測量技術歷史發展的原因,在以往實際齒輪精度評價中,大量采用“跨棒距”、“M值”、“公法線”等概念,這也是雙面嚙合作為齒輪測量中心的功能補充,更為有效用于控制齒輪“齒厚”大小的主要精度指標,但是,這些精度指標都有一個問題,即不考慮齒輪回轉中心的影響,與實際齒輪作為回轉體零件的實際應用情況不符合。隨著智能雙面嚙合測量儀器的普及應用,精達強烈推薦采用以“測量半徑”的概念來代替以上誤差項目,更為科學實用。并可針對“測量半徑”或以上任意精度指標進行分組處理; 3、輔助工具裝置:可根據客戶齒輪生產現場需要,選配不同功能的輔助工序裝置,如:毛刷清理、自動打標、多工位測量等; 4、標準齒輪安裝消隙機構:根據齒輪內孔的大小,可采取鋼球套、自動漲緊機構等方式對標準齒輪安裝進行消除間隙的處理; 5、被測齒輪自動調心消隙機構:在保證快速、方便齒輪裝卸的情況下,完成被測齒輪自動調心消隙; 6、完善的測量控制軟件:經過多年技術積累。精達具有完善的測量控制軟件功能,包括誤差分離、誤差分組、毛刺、磕碰傷查找判斷、標準齒輪修正等技術; 7、儀器采用主機及操作臺一體化結構設計,實用方便,造型美觀; 8、標準齒輪軸及工件齒輪軸均采用密珠鋼球滾動軸系,摩擦阻力小,測量精度高; 9、配置光電傳感器可判斷工件安裝后,進入自動測量,操作方便; 10、驅動電機驅動采用伺服系統及運動控制系統完成測量控制實現誤差項目的全自動測量; 11、配置分辨率0.001mm的直線光柵可檢測工件與標準齒輪嚙合的實際中心距,保證了工件公法線的檢測; 12、自動打標:通過電機控制標記筆的上下運動,實現了對于有毛刺的齒自動標記的功能,方便用戶查找問題齒; 13、自動進給:電機控制微動滑架的往復運動實現自動進給與自動快退的功能,大大的節省了檢測時間; 14、自動噴吹:每次進行檢測都可以對標準齒輪與工件齒輪進行噴吹處理,降低油污或其它雜物對測量結果的影響; 15、自動毛刷:儀器可以將標準齒輪中的油污或其它雜質進行處理,從而提高檢測的準確性; |
|||||||||||||||||||||||||
| 儀器測量功能及測量軟件: | |||||||||||||||||||||||||
| 1、測量項目: 徑向綜合總誤差: Fi" 、fi" 徑向跳動:Fr" 中心距變動上、下偏差:(Eas、Eai) 中心距平均值: A 公法線平均長度: Wk 跨棒距平均值: M 2、所需參數:測量齒輪齒數Z1、被測齒輪齒數Z2、模數M、壓力角α、螺旋角β、測量齒輪變位系數、被測齒輪變位系數; 3、測量結果處理:測量曲線坐標顯示、測量曲線直角坐標顯示、測量曲線放大倍數設定測量誤差數據顯示、結果統計分析、結果保存、結果打印; 4、輔助功能:測量齒輪修正、挑毛刺功能設置、中心距分組設定、速度調整、測量旋轉方向選擇、測量次數選擇、結果保存方式設定。 5、WINDOWS XP系統下的全新測量軟件,可輸入被測齒輪、標準齒輪的基本參數(齒數、模數、壓力角、變位系數),選取精度等級或自由公差進行誤差評定。可設定測量速度、嚙合旋轉方向,定位毛刺位置,對工件的平均公法線進行分組定義; 6、檢測數據自動保存,并按被測產品型號、日期統計質量指標(CP、CPK值),顯示并可打印出測量報告單,具有統計分析功能; 7、標準齒輪誤差修正技術,通過軟件可修正標準齒輪的徑向跳動誤差,減小標準齒輪的徑向跳動誤差對測量結果的影響,保證檢測結果的一致性及準確性; 8、可通過軟件設定測量速度; |
|||||||||||||||||||||||||
| 儀器參數: | |||||||||||||||||||||||||
| 被測齒輪模數------------------------------ 0.3- 3 mm 被測齒輪zui大外徑-------------------------- 100mm 雙嚙中心距-------------------------------- 35- 100mm 工件軸距------------------------------- 0-165mm 測量力------------------------------------- 10 - 15 N |
|||||||||||||||||||||||||
 免責聲明:以上所展示的[ JS3型齒輪雙面嚙合儀]信息由會員[杭州上材科技有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。
免責聲明:以上所展示的[ JS3型齒輪雙面嚙合儀]信息由會員[杭州上材科技有限公司]自行提供,內容的真實性、準確性和合法性由發布會員負責。